FMEA (failure mode and effect analysis) is a process improvement tool invented by the American military at the end of the 1940s. Various industries use this document to find potential errors and their possible consequences. This method is applicable to analyzing design, process, concept, and other unique characteristics.
In this article, we will explore the step-by-step approach to FMEA.
What is FMEA
FMEA is a structured method for discovering potential failure modes within a product or process design. A failure mode describes how a process can fail. Failures can have effects in terms of wasted time, defective products, or harmful outcomes for the customer. The FMEA approach recognizes, prioritizes, and restricts failure modes. Ideally, it is used as a preventive measure prior to implementing new products and processes. The goal of an effective FMEA is to determine corrective steps that can avert faulty items from reaching the customer and ensure the highest possible output, quality, and reliability.
Refer to our article, 15 most valuable terms to understand ISO 9001:2015.
Types of FMEA
- Design FMEA: It concentrates on product design, mainly it’s design drawbacks that can be improved to enhance product quality. It may include a complete product, its accessories, or adjacent components. Design FMEA considers the manufacturing specifications of the product.
- System FMEA: It is the comprehensive study of a complete system. It analyzes system pitfalls focusing on their safety, integration, or interaction within subsystem domains. Several elements make up the system, such as humans, environment, departments, and services, that could affect the work. During System FMEAs, the focus is on the operations and connections unique to each module.
- Process FMEA: It is all related to a particular process (manufacturing, assembly, etc.) that can be refined to reduce scrap, downtime, and rework. Safety is of utmost importance in the process FMEA. It has wide scope considering many processes like operations, transportation, SCM, quality, stocks, repair, maintenance, etc.
Advantages of FMEA
- Prevention of defective products and processes
- Increased functional safety and reliability
- Rich design and steady procedures
- Fewer corrections in products which relieves the high cost
- Better Communication
- Enhanced Coordination of information between cross-functional departments
- Process optimization
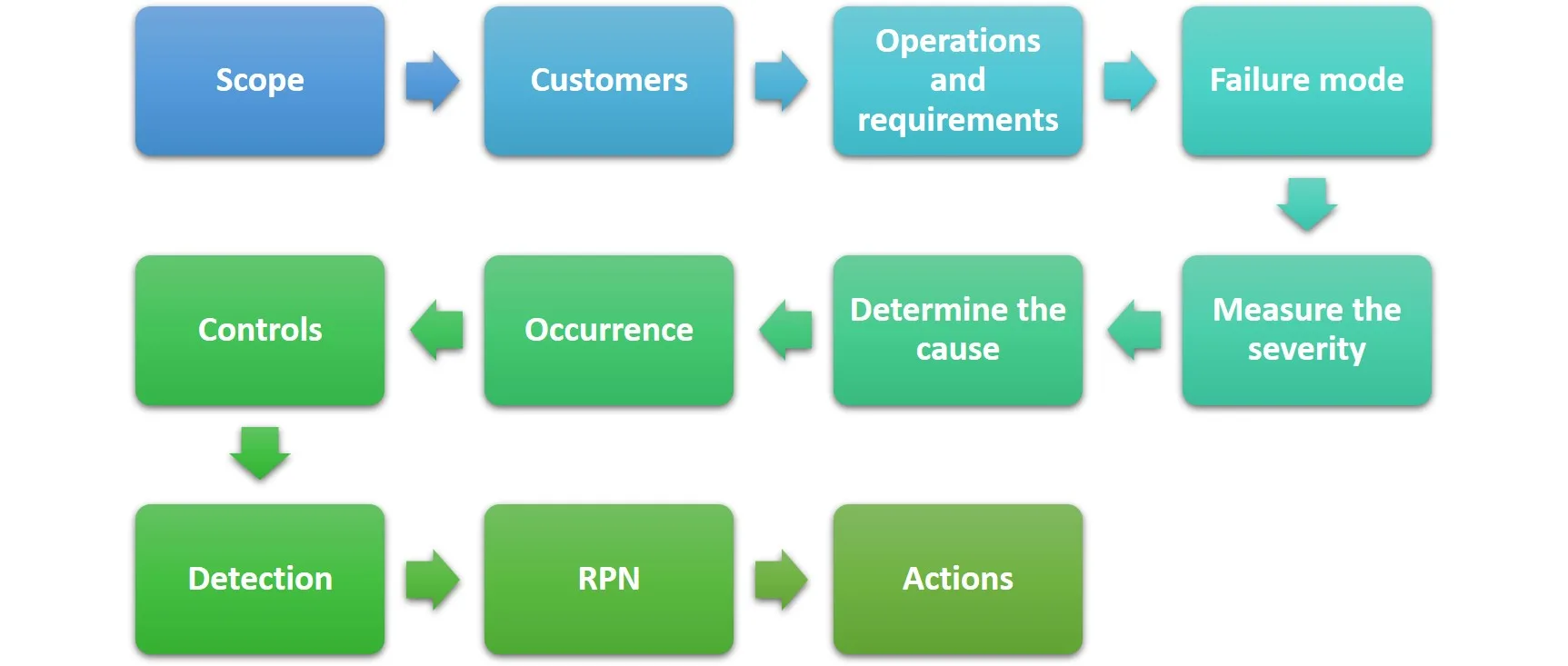
Step-by-step process of FMEA
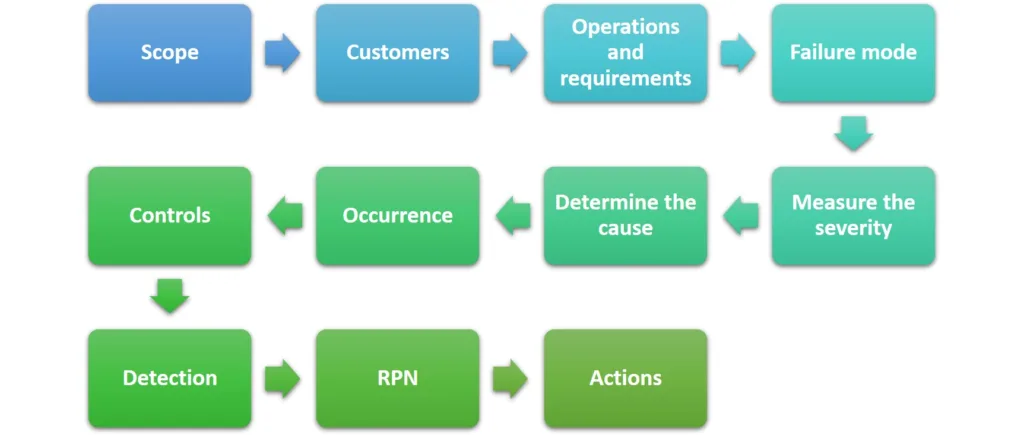
Scope
Identifying the scope of the FMEA is essential to set boundary conditions. It can be determined with several references like:
- Relationship matrix: A tool that displays the connection between different items in a group or several groups.
- Schematics and drawings
- Process flow diagram: It’s a flowchart depicting various kinds of processes, equipment, and the relationship between them.
- Bill of materials (BOM): It contains information on raw materials, assemblies, subassemblies, parts, and components, as well as their quantity needed for production.
A scope can be a system for a System FMEA. In the case of design, a part or subsystem can act as a scope. Process FMEA relates to the particular process phases under analysis.
If you want to learn about six sigma tools, read how to design Six Sigma model using 5 elements.
Know your customers
Consider the customers involved in the given system. It may include OEM plants, suppliers, consumers, and safety and environment-related government officials.
Recognize operations, requirements, and characteristics
During this phase, the design intent or purpose of the process is clarified. The analysis recognizes and understands the process steps as well as their roles, necessities, and specifications. Identifying potential failure modes comes quite naturally from this step.
It focuses on determining a function of an item or a process to a given standard of performance. For proper failure mode description, performance criteria should be included in the function statement.
Failure mode
Failure modes refer to circumstances where an item or operation fails to meet the intended function. It may include performing a function inadequately, continuously, or undesirably outside specified boundary conditions. Failure is considered to be faulty at something, while the mode is a form of something that happens.
- For process: Incorrect flow, shortage of material, faulty equipment, process downtime, etc.
- For design: Incorrect orientation, component placement, directional changes, etc.
Know the consequences
Effects are the result of negligence in the system. This can affect both internal and external customers. Consequences can be written in a single line describing their outcomes on a whole system. If any process fails at some point, it will directly impact end consumers and systems. Each failure can have multiple effects. However, while doing FMEAs, the most serious effects are taken into consideration.
Measure the Severity
Severity refers to the stringency of an effect associated with a failure mode based on criteria from a severity scale. This ranking is purely based on FMEA regardless of the failure’s detection and frequency. The severity is calculated according to its effect on the process and product.
Determine the Cause
The cause is the source of failure. Causes can be understood by performing root cause analysis or 5-why analysis. Design flaws and process errors may lead to subsequent failures. Process failures can be prevented or corrected by identifying potential causes.
Occurrence
It represents the probability that the failure mode and its associated cause will exist within the object under analysis. Design FMEA will consider the possibilities during the design life, while process FMEA will look out for the likelihood during the production/manufacturing. The occurrence has a relative value, irrespective of the severity or possibility of fault detection.
Controls
Controls are the means of controlling or eliminating the risks behind potential causes. When it comes to controls, they can function as the means of preventing or noticing the cause during product development or during its service life cycle before it becomes a catastrophic problem. Preventive control measures are elements of System or Design FMEAs that describe how a cause, failure mode, or effect can be avoided through current or planned actions. Their purpose is to reduce the odds of the problem appearing. Controls are used as input to the problem occurrence ranking.
- Detection controls examine the causes of failure modes in the design prior to its release. They are also used as input to the detection ranking, making sure that the flaws are resolved before handing them over to customers. In this way, countermeasures are put into action, and failures are avoided.
- Prevention controls are associated with the process FMEA. They analyze the failure modes in the process before manufacturing or shipping the item to end users. These controls are cost-effective.
Detection
It is a rating associated with the best detection-type control according to the detection scale’s criteria. Using defined criteria, it evaluates the likelihood of detecting the failure mode or cause. This ranking is based on the FMEA scope and does not consider the severity or probability of failures.
RPN
It is a scale that measures the risks of each possible failure mode. It is calculated as a product of three factors: severity, occurrence, and detection probabilities.
Example: If the effect of a cause has a severity ranking of 9, an occurrence ranking of 5, and a detection ranking of 3, then the RPN will be 135 (severity 9 x occurrence 5 x detection 3).

Recommended actions
A recommended action consists of steps suggested by the FMEA team to minimize or eliminate potential failure causes. They are formed by considering current controls, the significance of the case, and the corrective action. High-risk issues generally have more than one action. The FMEA team should take strict steps to manage high-RPN concerns. The Actions Taken refer to the specific actions taken to lower risk to a satisfactory level. The severity, occurrence, detection ranking, and various RPNs are revised according to particular activities, and their evaluated effectiveness.


[…] Failure mode and effect analysis (FMEA) can be the better means of identifying corrective actions and taking preventive measures. […]
[…] A Failure Modes and Effects Analysis (FMEA) is an organized approach for pinpointing the types of potential failures and assessing their relative impacts. It also figures out the crucial elements of the process that need modification. […]