Lean manufacturing is a prominent approach used in numerous fields to enhance productivity, increase efficiency, and reduce waste. Based on Toyota’s production system, this trend is used by many giants like Nike, Caterpillar, John Deere, Toyota, etc. This article will cover different types of waste, principles for lean implementation, and popular lean tools.
What is lean manufacturing?
Lean is a Japanese philosophy that is a center point of three elements: Muda (waste), Mura (inconsistency), and Muri (unreasonableness). Lean manufacturing revolves around the different kinds of industrial mudas to be eliminated. Types of common wastes are as follows:
- Inventory: Excess stock of raw materials, work-in-progress inventory, and finished products. This leads to huge expenses, numerous defects, and surplus storage costs.
- Waiting: This considers processing time and idle time for men and machines due to bottlenecks or inefficient workflow.
- Excessive production: An overproduction occurs when an extra amount of production is manufactured too early before it is needed. As a result, the items are more likely to become obsolete, and defective, and have to be sold at a discount or thrown away. Despite this, some lean manufacturers intentionally maintain an extra supply of finished or semi-finished products.
- Motion: This includes needless physical movement by shop floor workers that causes delays in the actual job. Poor ergonomics and lack of tools may cause some workers to walk around looking for certain tools.
- Defects: Waste caused by defects consists of costs, errors in technical documentation, late shipment deliveries, and the creation of scrap.
- Overprocessing: Overprocessing is unintentionally optimizing a product for quality or attributes beyond customer requirements. For example, polishing or finishing areas that are less likely to be visible to the customer.
- Transportation: This type of waste occurs because the transportation process between processing phases is expensive and inefficient. This results in slight production disruptions due to the delayed cycle times.
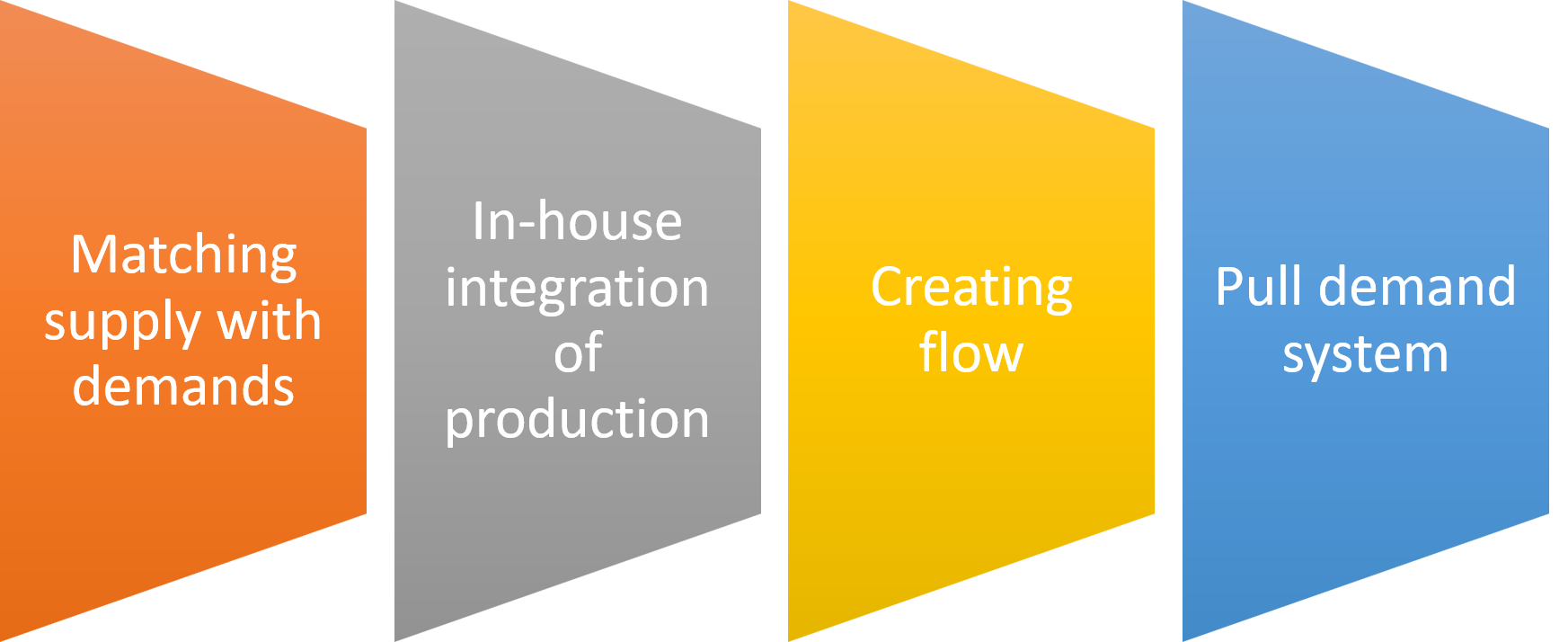
Strategies to implement lean for the manufacturing
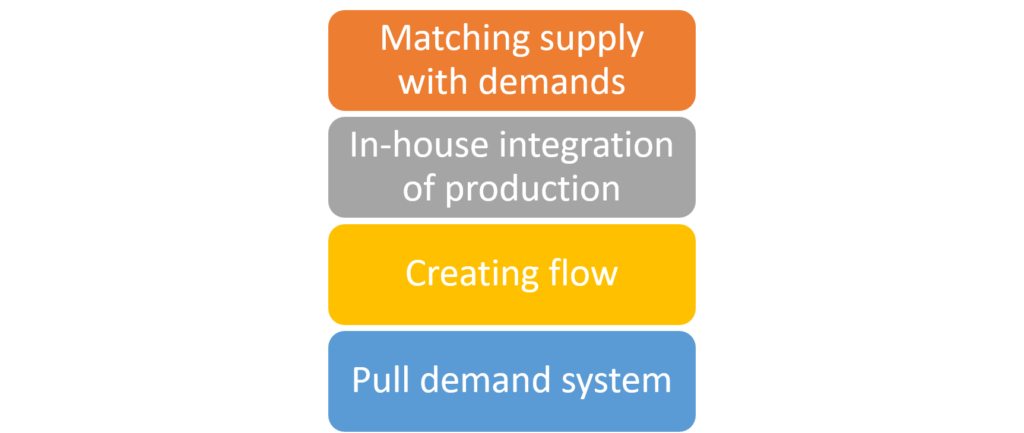
Match supply with the demands
Ideal production intends to satisfy customer demands without overproducing and making surplus stock. Products should be delivered at the customer’s demand rate. Synchronizing with customers requires fulfilling contractual volume orders and managing standard variations in demand and supply. For minimizing the variation, ensure adequate raw material availability, good quality outcomes, and reliable tools. We should have safety stock in case supply variations occur anyway.
How to understand the customer demand rate
- Takt calculation can estimate the rate of product demand by the customer. It will avoid the uncertainties of production.
- Production stability can be achieved using the three necessary stocks.
- Buffer: To manage variations in the demand
- Safety: To handle internal supply variabilities
- Cycle: To confirm the status of standard pickup deliveries.
- There are times when more than one product is built on the same production line, and thus, it is necessary to do the leveling. A key objective of leveling is to eliminate batching of models A and B together. Instead, produce both models simultaneously at the customer’s demand rate.
It reduces overproduction and eliminates other wastes like inventory in lean manufacturing. Additionally, it will smoothen the production process and ensure on-time deliveries.
In-house synchronization of production
This is accomplished by dividing the amount of work with equal processing duration. A takt cycle time must be applied to all the stages.
Methods to streamline In-house production
- Defining the standard work will help in examining and analyzing production for synchronization. Standard work is crucial to check the performance of a production facility and cycle time.
- Balancing involves completing the time study and designing the workstations to be equal. The OEE (Overall Equipment Effectiveness) is normally adjusted to reflect production losses due to availability issues, quality dropouts, and cycle-time variations.
In this phase, the waiting waste is removed by reaching the one-piece flow.
Creating flow
It aims at eliminating production disruptions except for value-added work in lean manufacturing. Creating flow considers cycle time as well as lead time. Cycle time is the time interval between successive production units. While the lead time is the total duration required for a unit to complete its production. If it is possible to reduce either of them, we can improve the process. However, there are a few roadblocks such as changeovers, variation, defects, inventories, and non-value-added tasks. Refer to the below guidelines to standardize the flow:
- Jidoka (getting rid of flaws)
- Cut out inventories
- Stop non-value-added activities
- Balancing
List of tools
The tools to create flow are given below:
- 5 Whys
- Jidoka
- Minimum lot sizes
- Problem-solving
- Quick changeovers
- OEE
- Reducing variations
This step removes wastes that occurred because of transportation, overproduction, inventory, motion, etc.
Refer to our article on how to design the Six Sigma model using 5 elements to understand various six sigma tools like the Fishbone diagram, project charter, process map, etc.
Pull-demand system
Pull-system is the signaling process where Kanban comes into the picture. The customer gives the pull signal by removing the upstream production. Kanban removes the kanban card from the product at the moment it is consumed. Afterward, the card is placed in a kanban post and transported back to the heijunka to signal replenishment. It takes time for the replacement product to arrive in the storehouse after the customer receives the signal. This is known as the replenishment period. We should strive to minimize the time taken to receive pull signals. The goal is to reduce replenishment time as much as possible.
This system eliminates WIP inventories and overproduction.
Popular lean tools
Lean tools can differ according to the different industries. Here is a brief description of some of the vital lean manufacturing tools:
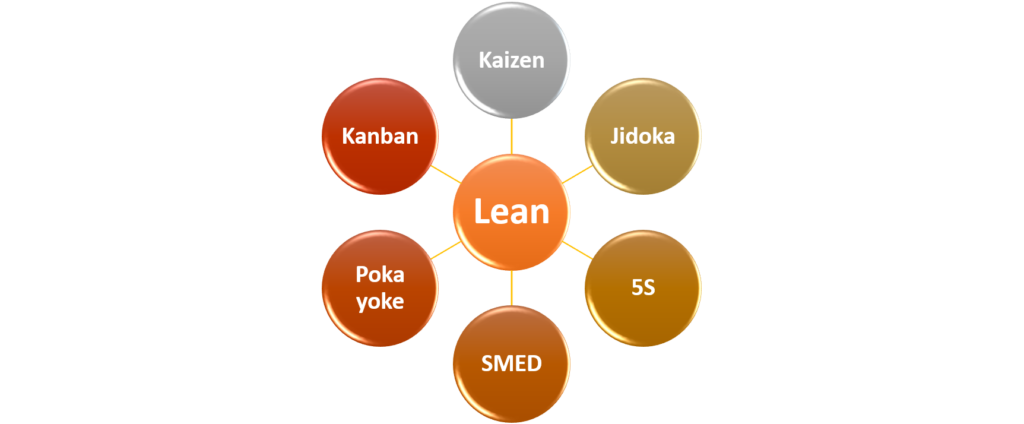
Kaizen
Kaizen is a continuous improvement. Its objective is to gather ideas for process improvement within a function, department, or company. The group of people or even an individual brainstorms the concept, suggests a roadmap to follow, and constantly tries to improvise it for further development.
5S
5S technique comprises five elements:
- Sort: Classification of men, machines, and materials as per the requirement.
- Set in order: Arrange all the things so that they will be easy to see, get, and return.
- Shine: Cleaning and maintaining to recognize and remove the contaminating agents.
- Standardize: Visual representation of process, shopfloor conditions, and work instructions to standardize the overall flow.
- Sustain: Changing the behavioral patterns of management and employee to comply with the above practices.
Value stream mapping
It is a graphical display of materials and production-related data. This data covers all the information right from the inception of raw materials till the final delivery. This helps to identify the total waste consumed in the process and key areas for improvement.
Also read, how to combine Six Sigma activities with information techniques.
Poka-yoke
It is a method of preventing inadvertent errors. Its primary focus is to eliminate quality defects and optimize the process. If any defects are found, the production undergoes shut down until it gets resolved. This ensures zero defect tolerance and also tracks down the defective equipment that will further complicate the process.
SMED (Single-minute exchange of dies)
Using this method, the changeover time can be shortened to one minute. Machines with long changeover times must have sufficient capacity to compensate for the downtime. The remainder of the downstream process will require large batches to be stored during the changeover. This leads to waste reduction caused by overproduction. SMED in lean manufacturing can be summarized into three points:
- Detach internal setup from the external one
- Transform the internal layout into the external structure
- Streamline all the factors
Jidoka
In manufacturing, Jidoka usually refers to the operator’s ability to halt production lines or machines when malfunctions occur. Material and tool shortages may cause problems with product quality and delays the process. Catching abnormalities and instantly blocking the operation enhances efficiency.
These are a few tools that are streamlining lean manufacturing.
If you want to learn about latest trends such as cobots, smart factory, industry 5.0, etc., read our article on the top 7 manufacturing trends to watch out for.

[…] to our post on 4 Best Strategies to implement Lean Manufacturing to learn various tools like Kanban, 5S, Kaizen, […]
[…] and reducing waste. Industries are implementing various tools such as PDCA, root cause analysis, lean methodology, and many others. Continuous improvements are made in the development of services, products related […]
[…] keywords: sort, set in order, shine, standardize, and sustain. It is the pillar of the traditional lean methodology used in the manufacturing industry. Now, it can organize modern workplaces as […]
[…] to our article, 4 best strategies to implement lean manufacturing to learn about vital quality tools like poka yoke, 5S, […]
[…] Matching supply with demand is one of the important traits of Lean manufacturing. […]
[…] Read more, 4 best strategies to implement lean manufacturing. […]